?>
Dry Separations For The Processing Industry
DRY SEPARATION BY FLUIDIZATION
Any complex dry granular mixture, in a fluidized bed, can be separated into component fractions on the basis of one of three particle characteristics – density, shape or size – so long as two of the characteristics are controlled within certain limits. Applying this principle, typical separations include:
Density
Quality grading of seeds, beans, peas, and corn; removal of stones and glass from peanuts, grain, and other agricultural commodities; foreign material from spices and herbs; spent and foreign material from filter media (bone char, fullers earth); metallic prills from crushed slag; combustible material from shredded solid waste; copper or aluminum from granulated scrap wire and cable; minerals from gangue; spent catalyst pellets from active or from inert support media; nodular iron pyrites from ground clay; dense ‘hardback’ from ground cork; and stones and metal from wood chips, shavings and sawdust.
Shape
Removal of hulls from oilseeds (soybean, sunflower, castor beans, etc.); sticks and stems from leafy spices; shell pieces from nut meats; granules or insoluble’s from flaked products; fiber from ground scrap rubber; mica flakes from gangue; and asbestos fiber from gangue and grit.
Size
Extraction of fines from any dry granular material at cut points between 35 and 200 mesh, without attrition loss.
FLUIDIZED BED SEPARATORS
The Fluidizer Bed Separator, also known as the gravity separator or air table, makes a highly sensitive dry separation on the basis of one of the three particle characteristics – density, size or shape. When two of these characteristics are controlled within certain limits, the fluidized bed separator is unmatched in its ability to separate a complex mixture into a continuous gradation across the range of the differentiating characteristic (light to heavy, fine to coarse, or play to granular), while permitting the isolation of many intermediate fractions between the two extremes. The ability to produce intermediate or ‘middling’ fractions distinguished it from other kinds of dry separation apparatus’. This property, and this property alone, permits the development of the high purity concentrations without loss of efficiency in recovery. To illustrate the fluidized bed separator’s unique capabilities, the following example was taken from laboratory files.
Material
Crushed magnesium alloy pot sludge composed of interlocked slag and metallic magnesium and sized to minus 4 mesh plus 14 mesh.
Objective
To concentrate the particles of highest metal content (lowest specific gravity).
OPERATION
The metal is fed onto the narrow side of a flat porous deck, sloped in two directions, and vibrated with a straight line reciprocating motion. Low-pressure air, blown upward through the deck, fluidizes and stratifies the material according to differences in the terminal velocity of the particles. Heavy particles sink to the bottom of the stratified bed and are conveyed upward toward the high or ‘heavy’ side by the deck’s vibration. Light particles, lifted by the fluidizing air, flow down slope toward the light-end discharge. Particles with intermediate characteristics form a mixture between the light and heavy fractions and may be drawn off for retreatment. Affected by both the vibration and airflow, the material bed thins as the deck broadens toward the discharge face. Here, the material is arrayed from heaviest to lightest in a thick layer that can be precisely and easily divided into multiple fractions.
Adjustable cutting fingers, positioned manually to make the final selection between separated fractions, direct each fraction to a separate discharge spout.

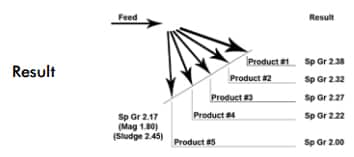
Figure 1 represents a typical cross-section of the material bed at the discharge face, showing how the separated mixture is cut to produce a clean, heavy concentrate and a clean, light tailing by recycling a middling or boundary fraction. In the ideal two part mixture illustrated, size and shape are perfectly uniform, and the middling is only a random mixing at the interface between the light and heavy fractions. The composition of the middling, in actual, practice, is often more complex and calls for retreatment by screening, grinding, or other means before returning to the separator feed. In some applications, such as spice cleaning, the product discharged from the middling portion of the deck is the clean product while the light and heavy fractions, containing the foreign material, are rejected. To guard against product loss, the two middling fractions may be recycled to the separator feed.
It is the fluidized bed separator’s ability to continuously grade a mixture and produce middling fractions that sets it apart from other dry separation equipment and gives it the flexibility needed for outstanding performance in a variety of process applications.
Fluidized bed separators are available in two basic designs: rectangular-deck models and the more flexible trapezoidal-deck models. Rectangular-deck separators are recommended strictly for light-end separations where the objective is to separate a clean, light tailing from a larger amount of heavy material. Conversely, trapezoidal deck separators are recommended for heavy-end separation, requiring the removal of a relatively small amount of heavy material. The trapezoidal designs are more successful in multiple-separation applications than the rectangular designs.
STONERS

A simple matter of equilibrium…that’s the secret of the Stoner. Using the principle of stratification in a fluidized product bed, the Stoner has the special property of retaining an inventory of heavy fraction to prevent loss of product with rejects. Named for its original application, the Stoner was developed over 50 years ago to meet the special needs of flour mills requiring the removal of stones, metal and glass, which could not be removed by screening, from wheat.
Strictly a two-way separator, the Stoner 5 removes a small amount of heavy material from large amounts of light, producing a clean, heavy concentrate without product loss. The Stoner differs from the Fluidized-Bed-Separator in that it cannot produce a clean product if particles of intermediate characteristics with respect to size, shape, or density are present. Whereas the Separator will classify these intermediates in a middling fraction, the Stoner does not have this capability.
OPERATION
The material is fed onto a flat, porous deck which vibrates with a straight-line reciprocating motion. Unlike the Separator, the Stoner deck slopes in one direction only. Heavy particles sink to the bottom of the stratified bed and are conveyed upward to the reservoir behind the discharge throat. The light product particles, lifted by the fluidizing air, flow down slope to the discharge spout at the lower end.
The deck narrows toward the reject discharge throat to concentrate an inventory of heavy particles. This concentration, augmented by the resistance of the hinged gate show, causes the heavy particles to stay on the deck much longer than the light product particles. The heavy reject pool, fluidized by both vibration and airflow, displaces the light product particles toward its lower boundary, thereby preventing loss of product with heavy rejects. By ejecting the heavy particles through the discharge throat at the same rate at which they enter with the feed, the Stoner maintains a constant inventory in the reject pool.
Stoners work best in applications where the two components of the feed are sharply different in density but a like in size and shape, and where the heavy material is a relatively small percentage of the feed. The original flour mill application meets these conditions because the wheat is closely sized in cleaning operations upstream from the Stoner. Inefficient screening, however, impairs Stoner performance. The fine sand or stone particles, if not eliminated through the sand screen, will not be rejected with heavy fraction, but will go on to the mill with the grain. Recovery of these finer particles of heavy reject material could be better with a Fluidized-Bed-Separator, which would return them with a middling fraction for re-screening.
So, why use a Stoner? For two reasons:
1. Its capacity is greater per square foot of deck area.
2. It has the ability to accumulate a pool of heavy rejects. In the wheat cleaning application, the Separator, which lacks the ability to build a reject pool, cannot produce a clean reject due to the very small percentage of contamination in the incoming grain (between .002 and .005%). If the Separator were used in such an application, or in quality grading to remove undesirable light and heavy fractions, it would only concentrate the rejects. A small Stoner would be needed to recover the product mixed with the reject concentrate from the Separator.
A major invention in dry separation equipment, the Stoner, or specialized versions of it, has solved such diverse separation problems as the removal of:
- Stones, metal and glass from oilseeds prior to crushing or cracking to prevent roll damage
- Heavy foreign material from grain, legumes, and peanuts destined for human consumption
- Peanut kernel fragments from waste hulls, after shelling, for oilstock recovery
- Stones from wood chips to prevent refiner plate damage, replacing wet washers
- Tramp copper from aluminum granules in mechanical scrap wire reclamation systems
- Glass from composted solid waste
- Non-ferrous metallic prills from foundry sands
- Coarse particles (shives) from wood flakes for particle board
- Nodular iron pyrites from ground clay for brick and tile
Air Classifiers and Aspirators
Air classifiers may be either entrainment or trajectory separators, or a combination of both. In an entrainment separator, particles are separated according to differences in their terminal velocity in air. In the latter, the effects of mass alone predominate.
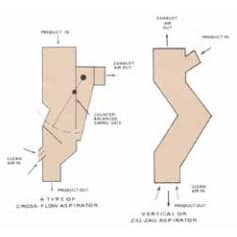
An Aspirator is the simplest form of entrainment separator. Its successful application requires a mixture of material consisting entirely of light and heavy fractions, widely separated in terminal velocity, with little or nothing in between. Typical separations include the removal of trash from field crops, dust and bees’ wings from shelled corn, and chaff from small grains and seeds. With an initial velocity as near zero as possible, material is fed at a uniform rate into a rising airstream confined in a passage which may be either straight or deliberately corked, as in the familiar zig-zag aspirator. The light fraction is entrained and carried away by the airstream while the heavy fraction drops out.
The Cross-Flow Aspirator is a variation of this design with the airstream being drawn across the stream of falling material rather than vertically upward against it. This improves efficiency because it reduces the entrainment caused by collisions between the particles in the two fractions. In one form of the Cross-Flow design, the air is drawn across the stream from a full-width opening in the face of the separation chamber and collected in a ‘folded’ transition. Terminating in an exhaust connection, this transition maintains good velocity distribution across the chamber.
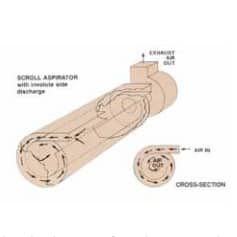
Another form of Cross-Flow Aspirator, referred to as the Scroll Aspirator, is designed for use at the discharge of the decks in a vibrating screen to take advantage of the thin, uniformly-distributed material flow. It permits aspiration of the discharge of each screen deck in high-capacity, multiple deck screening machines. In this design, a narrow slot across the full width of the screening deck faces the material flow just as it falls from the end of the deck. The slot opens into a spiral chamber connected at one or both ends, depending on screen width, to an involute scroll resembling centrifugal fan housing. This side-exhaust design provides a uniform distribution over a long slot width, without requiring the conventional long transition piece.