All-New Production Line for...
Vibratory Conveyors
In addition to the Slipstick Vibratory Conveyors, Triple/S Dynamics offers a complete line of traditional pitch-action style vibrating conveyors for light or extreme duty applications.
Vibratory conveyors use an angular pitch along with a controlled throw distance from the neutral rest position to propel product forward in the conveyor trough. The pitch of this action as well as the throw distance can be designed to suit a variety of applications.
Vibratory Conveyor Applications
Vibratory conveyors are used for stratifying products for screening applications, classification of products by size, fluidizing products for either drying or cooling applications, spreading products for uniform distribution transfer applications from different sized process outlets to downstream inlets, removing excess moisture from products, promoting leveling in product packing vessels, elevating products between process points or just general point to point conveying.
Unbalanced
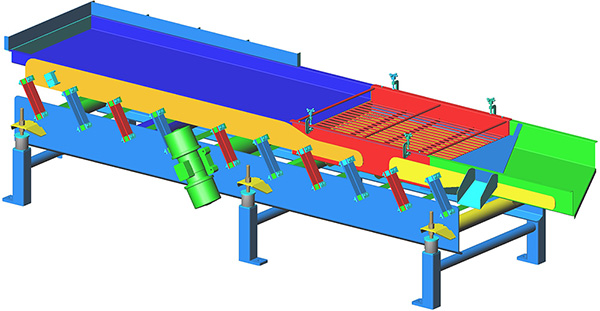
Unbalanced vibrating conveyors are a near resonant frequency style conveyor that are classified as being earth anchored. This means that the conveyor is required to be mounted securely to a robust structure, typically a customer’s concrete slab of adequate thickness that can absorb the reaction forces that are created from the dynamic motion of the conveyor trough.
The trough is mounted to the anchored frame using a number of springs, typically fiberglass or coil, and driven using a belt driven, shaft mounted eccentric drive connection to the conveyor trough. Conveyors are tuned with the number of springs to run at a specific speed and the eccentric drive connection controls the amount of throw. An elastomeric coupling between the eccentric and the trough help to reduce the power requirements to run the conveyor as well as protect the trough connection from excessive stresses that could induce failure.
Unbalanced vibratory conveyors can be in excess of 100 feet in length if adequate mounting structure is available. These units are useful for screening, classifying, fluidizing and de-watering.
Maintenance requirements on this type of conveyor are periodic bearing lubrication, belt inspection and overall unit inspection.
Unbalanced vibratory conveyors are typically used for industrial applications.
Base Balanced
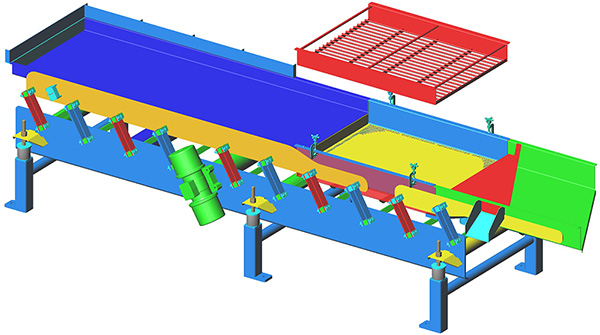
Base balanced vibrating conveyors are a near resonant frequency style conveyor that have a greater mass frame that is isolated from the customer’s main support structure. This allows the conveyor to be mounted on less robust structures than the unbalanced type. The heavier frame dampens the reaction forces that are created from the dynamic motion of the conveyor trough. The reduced motion of the conveyor frame is then isolated from the surrounding structure.
The trough is mounted to the frame using a number of springs, typically fiberglass or coil, and driven using a belt driven, shaft mounted eccentric drive connection to the conveyor trough. Conveyors are tuned with the number of springs to run at a specific speed and the eccentric drive connection controls the amount of throw. An elastomeric coupling between the eccentric and the trough help to reduce the power requirements to run the conveyor as well as protect the trough connection from excessive stresses that could induce failure.
Base balanced vibratory conveyors are generally limited to about 40 feet in length due to frame resonant frequencies in greater lengths. These units are useful for screening, classifying, fluidizing and de-watering.
Maintenance requirements on this type of conveyor are periodic bearing lubrication, belt inspection and overall unit inspection.
Base balanced vibratory conveyors are used for both sanitary and industrial applications.
Tex Flex Excited Base
The Tex Flex Vibratory Conveyor is a unique offering by Triple/S in that there is no direct physical connection between the conveyor drive and the pan. Pan motion is created as a result of inducing a small controlled vibration into the base frame near resonant frequency of the pan support spring system. This vibration causes the conveyor pan to move the designed distance (or stroke) required for the application. This creates a low energy (or horsepower) requirement for operation. This also removes any adverse forces from being induced into the conveyor pan in a localized area. The forces are dispersed equally over the length of the conveyor pan and the low stress levels reduce the likelihood of any pan fractures occurring. The small amount of frame vibration is easily isolated from the surrounding support structure.
These units differ from the base balanced units in that they do not have a physical pushing drive connection between the frame and trough. Single or dual eccentric motors attached to the base frame shake the base frame slightly at a given frequency (frame motion is much less than the base balanced style conveyor) which in turn causes the conveyor trough to move. Tuning and motor eccentric force settings control the maximum amount of throw of the conveyor trough. Use of a variable frequency drive is recommended for this style conveyor and allows product flow control.
Excited base vibratory conveyors are generally limited to about 30 feet in length due to frame resonant frequencies in greater lengths. These units are useful for screening, classifying, fluidizing and de-watering.
Power requirements to operate this style of conveyor are low (most under 1 horsepower total). The noise level of these conveyors operating is extremely low
The removal of the physical drive connection at the conveyor pan also removes the requirement for external bearings, belts, connectors and guarding requirements as well. This greatly reduces the amount of maintenance required. The motors are mostly sealed for life and require no periodic lubrications. This also creates a more sanitary environment for you processing lines. All that is required is periodic visual inspections to ensure the equipment is operating within the appropriate design guidelines.
The Tex Flex is offered with steeper spring angles appropriate for stratifying the conveyed materials for screening operations as we have here, or lower spring angles for straight conveying or distribution applications. Typical standard product velocities are 40 to 50 feet per minute. Triple/S Dynamics also offers product testing in its controlled laboratory settings to make sure you get what you require for your specific conveying application.
The formed frame members and sealed exciter motors on the Tex Flex Vibratory Conveyor are in compliance with sanitary process applications. This feature also creates a more open and accessible construction method for time required between cleaning cycles.
Excited base vibratory conveyors are used for both sanitary and industrial applications.
Dynamically Balanced
Dynamically balanced vibrating conveyors are a near resonant frequency style conveyor that have an equal mass operating This allows the conveyor to be mounted on less robust structures than the unbalanced type. The heavier frame dampens the reaction forces that are created from the dynamic motion of the conveyor trough. The reduced motion of the conveyor frame is then isolated from the surrounding structure.
The trough is mounted to the frame using a number of springs, typically fiberglass or coil, and driven using a belt driven, shaft mounted eccentric drive connection to the conveyor trough. Conveyors are tuned with the number of springs to run at a specific speed and the eccentric drive connection controls the amount of throw. An elastomeric coupling between the eccentric and the trough help to reduce the power requirements to run the conveyor as well as protect the trough connection from excessive stresses that could induce failure.
Base balanced vibratory conveyors are generally limited to about 40 feet in length due to frame resonant frequencies in greater lengths. These units are useful for screening, classifying, fluidizing and de-watering.
Maintenance requirements on this type of conveyor are periodic bearing lubrication, belt inspection and overall unit inspection.
Base balanced vibratory conveyors are used for both sanitary and industrial applications.