Old Dutch Foods
?>
Maintaining Your Process Efficiency With Accumulating Equipment
Tim Talberg
Triple/S Dynamics
Accumulating equipment can eliminate production slowdowns and improve process efficiency by temporarily storing dry bulk material during process interruptions and holding it for later release, After describing various types of accumulating equipment, this article explains how to choose equipment that can handle your material, fit your available space, and meet your other requirements.
Using accumulating equipment to decouple your process line from interruptions in upstream or downstream operations is a practical way to improve your plant’s overall efficiency and output. Whether you’re unloading a raw material faster than your process can accept it, changing from one material to another, shutting down a process line for maintenance or cleaning, or just surging material for 30 minutes so your process can catch up to your packaging cycle, accumulating equipment can keep your plant running smoothly.
Accumulating equipment (also called storage-accumulation-equipment) is available in several types and capacities. Some types provide offline storage, by diverting material from the process flow, and others provide online storage, by storing material with in the process flow. Before we consider how to choose the most efficient type for your application, let’s take a look at some of the most common accumulating equipment and the applications they handle.
Offline tanks and silos
Vertical storage tanks and silos can store 10,000 cubic feet of material or more and are commonly used in two offline accumulation applications: storing incoming raw materials delivered in bulk to a plant and, for a finished product that doesn’t degrade easily, functioning as a storage buffer between process and packaging lines, These cylindrical, rectangular, or square vessels take advantage of the vertical height usually available in plants to store large volumes in a relatively small footprint. They’re equipped with high and low-level sensors to control infeed and discharge.
Tanks and silos handle free-flowing powders and granules very well. But for materials that are prone to bridging, the vessel’s discharge hopper must be designed to handle the material characteristics to ensure that the material will flow well during discharge. The tank or silo can also be titled with a vibratory discharge device to promote flow of these materials. To handle a friable material, the vessel inlet can be equipped with a letdown device, such as a spiral or ladder chute, that gently lowers the material into the vessel.
While a tank or silo typically has a lower capital cost and requires less floor space than other types of accumulating equipment, it’s more difficult to access tor cleaning. Another drawback is the confined-space hazard a tank or silo presents to workers. A confined space has limited or restricted means for entry or exit and isn’t designed for continuous worker occupancy, OSHA Standard 1910.146 uses the term permit-required confined space (commonly called permit space) to describe a confined space with one or more of the following characteristics: “contains or has a potential to contain a hazardous atmosphere; contains a material that has the potential tor engulfing an entrant: has [walls that converge inward or floors that slope downward and taper into a smaller area which could trap or asphyxiate an entrant]; or contains any other recognized safety or health hazard [such as unguarded machinery, exposed live wires, or heat stress].”
Smaller portable tanks and bulk containers such as hulk hugs, hoses, gaylords, and drums can also provide offline accumulation and be used to transport raw and finished materials. While these containers offer much storage flexibility, they require more handling and labor than large tanks and silos. Portable tanks and bulk containers can also be difficult to clean thoroughly, potentially creating cross-contamination problems when used for multiple materials.
Online live-bottom surge bins
After raw materials are processed, they can be accumulated in batches in a live-bottom surge bin, which is a bin with a mechanically activated discharge. The surge bin is typically used for non-free-flowing materials, and the bin can continuously discharge the material at a uniform feedrate to the downstream process or, in some cases, hold the material for a specific time, such as for equilibrating (or tempering) cooked rice or bran cereal. The live-bottom surge bin typically has a storage capacity up to 1,500 cubic feet and a first-in first-out design, meaning that the first material entering the bin is the first to discharge.
The live-bottom surge bin is available in two types: vertical and horizontal. The vertical live-bottom surge bin is typically loaded by gravity from a pneumatic conveyor or screw conveyor and is unloaded by a multiple-auger discharge bed. This bin’s vertical orientation makes it suitable for applications with limited floor space, but it’s difficult to clean.
The horizontal live-bottom surge bin is loaded by an overhead infeed auger, as shown in Figure 1, and is unloaded by a continuous conveyor-belt discharge bed consisting of hinged slats attached to a heavy-duty roller chain. In most horizontal surge bins, a rotary unloading gate is located between the bin outlet and discharge bed. Consisting of three or four vertically stacked shafts with helical lines shaped like auger flights, the rotary unloading gate rotates against the face of the material pile in the bin to prevent avalanching and provide uniform discharge to the downstream process. The horizontal surge bin is more commonly used for accumulation than the vertical unit because it’s easier to clean.
Offline belt storage units
A belt storage unit (often called a storeveyor), as shown in Figure 2, is a continuous belt-type conveyor that’s typically used as an offline buffer between processing and packaging to accumulate and hold finished product and prevent process interruptions when the packaging line temporarily shuts down. The unit can also provide surge capacity by accumulating material offline. The belt storage unit is occasionally used on line to accumulate material in the process flow.
The belt storage unit can handle a wide variety of granules, pellets, and other free-flowing materials. When the unit’s discharge is equipped with a rotary unloading gate similar to that tor the horizontal live-bottom surge bin, the belt storage unit can also handle non-free-flowing materials, such as flakes that tend to interlock and can lead to avalanching during discharge.
The belt storage unit can have a fabric or plastic belt or a belt consisting of hinged slats attached to a heavy-duty roller chain. The fabric or plastic belt is used for materials with smaller particle sizes and fines, and the hinged-slat belt is suited to handling hot materials with larger particle sizes.
The belt storage unit provides continuous first-in first-out material flow and allows uninterrupted flow to packaging or further processing on demand from downstream equipment. The unit’s discharge end is sloped downward to promote flow. The unit generally has a low profile, which conserves headroom, and a large storage capacity-up to 6,000 cubic feet.
However, the belt storage unit typically requires more floor space than a tank or silo. It also requires infeed and discharge conveyors, which add more material transfer points to the operation, including drop points that can contribute to material degradation. The belt storage unit’s cracks, crevices, and moving parts can also make it more difficult to clean than other types of accumulating equipment.
Online vibratory and horizontal-motion accumulators
Both vibratory conveyors and horizontal-mot ion conveyors can be used as online accumulating equipment and are often called accumulators (or surge conveyor) in this application.
In a vibratory accumulator, a drive imparts natural-frequency vibration forces through a spring assembly to a tray (or pan). Material fed onto the vibrating tray is propelled forward along the tray until the desired amount or material accumulates, typically up to a maximum of 50 cubic feet. Level sensors linked to the accumulator’s controls monitor the material bed depth and the discharge rate, and the controls regulate the amount of accumulated material by reducing tile conveying speed and increasing the bed depth. Carefully monitoring the amount of accumulated material is vital to avoid overloading, which can stall the vibratory accumulator.
The vibratory accumulator’s final discharge rate can also be controlled by an adjustable-depth dam upstream from the accumulator’s discharge gate. To increase the accumulator’s surge capacity, additional stationary product dams can be positioned along a long tray’s length, upstream of intermediate discharge gates.
The tray can have an open or closed end. The open-end tray handles low-volume applications with a material bed depth of 12 inches or less in which the bed depth is controlled by reducing the conveyor speed or lowering product dams. The closed-end tray handles higher-volume applications that require a bed depth greater than 12 inches.
The vibratory accumulator is suited to handling small batches, as well as sticky materials (which don’t convey well on horizontal-motion conveyors) and nonfriable materials. The tray can be configured to lit the available space, up to a maximum of 4 feet wide, 18 inches deep, and 20 feet long, depending on the manufacturer.
Because the unit’s pitching vibratory conveying action causes the material to bounce on the tray, it can degrade some materials and generate dust. The vibratory accumulator also has external springs and support frames that require more floor space and headroom and more maintenance and cleaning time than a horizontal-motion accumulator.
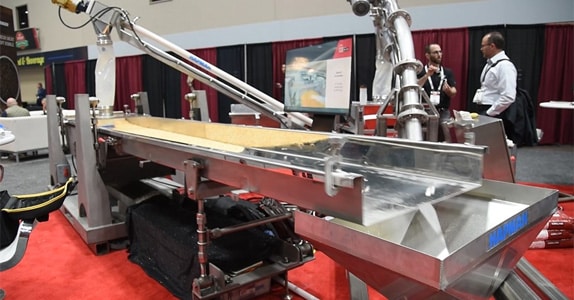
In a horizontal-motion accumulator, as shown in Figure 3, material is loaded onto the unit’s conveying trough and a drive imparts a slow advance stroke to the trough, followed by a quick return stroke that slides the trough out from under the material, gently impelling the material forward without bouncing it vertically. This operation continues until the desired amount of material accumulates, typically up to a maximum of 1,000 cubic feet. As with the vibratory accumulator, level sensors monitor the material bed depth and the discharge rate, and the accumulator controls regulate the amount of accumulated material by reducing the conveying speed and increasing the bed depth. The horizontal-motion accumulator can also have an open- or closed-end trough and stationary product dams along its length to increase the surge capacity.
The horizontal-motion accumulator is suited to larger batches and hard-to-handle materials, such as friable, dusty, seasoned, coated, or light-density materials. The accumulator can be configured to fit the available space; while the maximum trough dimensions vary depending on the drive size and manufacturer, typically the trough can be up to 10 feet wide, up to 5 feet deep, and up to 50 feet long.
In contrast to the vibratory accumulator, the horizontal motion accumulator’s operating mechanism and greater capacity eliminate the danger of overloading and stalling the unit. The horizontal-motion accumulator also has no external springs or frames, reducing its space requirements and simplifying maintenance and cleaning.
When handling large volumes of material, both the vibratory and horizontal-motion accumulators can be used with a distribution conveyor that’s mounted above the accumulator’s length to maximize the accumulator’s storage capacity. The distribution conveyor is typically a vibratory or horizontal-motion conveyor; in some cases, a belt conveyor is used. The distribution conveyor receives material from the same process flow and has closely spaced discharge gates actuated by level sensors positioned along the accumulator’s length: the discharge gates are positioned to provide a gentle material-on-material drop to build the maximum bed depth on the accumulator.
What to consider when selecting equipment
Many factors go into choosing accumulating equipment that will handle your application requirements and improve your process efficiency. here are some of the major factors:
•How much floor space is available in your plant to accommodate the accumulating equipment. Limited floor space may mean you need to consider a tank or silo or a vertical live-bottom surge bin rather than more horizontally oriented equipment.
• Your material’s characteristics, including flowability, friability, bulk density, and angle of repose. For instance, you may want to avoid choosing a tank or silo for a material with a high angle of repose, which can create plugging problems in such a vessel. If your material is friable, you may want to avoid selecting a vibratory accumulator.
•Your process feedrate. The feedrate will affect not only what equipment type you select, but determine the equipment’s size. For instance, if your process has a very low feedrate and you need offline accumulation, a small portable container like a gaylord may work well. If your process has a high federate and you must accumulate material online, you may choose a live-bottom surge bin or horizontal-motion accumulator.
•How deeply your material can be accumulated without crushing or otherwise damaging it. If your material can be easily crushed or otherwise damaged, avoid choosing a large tank or silo or an accumulator with a deep bed.
•How frequently you’ll need to clean the equipment. If your process will handle multiple materials or a material that tends to build up, you may want to avoid choosing difficult-to-clean accumulating equipment. You can also add a clean-in-place system to the equipment to speed and simplify frequent cleaning, although this will increase the equipment’s cost.
•Whether your application requires equipment that meets sanitary requirements, such as 3A dairy standards. If the equipment must meet sanitary standards, consult the manufacturer to make sure it’s available with sanitary construction that meets your application requirements.
•Whether your application requires dust control. Whether an accumulation application generates dust depends primarily on your material’s characteristics and the accumulating equipment’s operating characteristics . All accumulating equipment discussed in this article can be enclosed to contain dust; consult the equipment manufacturer for advice on choosing effective dust control equipment for your application.
For Further Reading
Find more information on this topic in articles listed under “Mechanical conveying” and “Storage” in Powder and Bulk Engineering’s index (in the December 2011 issue and at PBE’s website, www.powderbulk.com) and in books available on the website at the PHE Bookstore. You can also purchase copies of past PBE Articles at www.powderbulk.com.