Old Dutch Foods
Slipstick Vibratory Conveyor Enables System Upgrade Without Downtime on the Packaging Line

Tim Talberg
Product Manager – Sanitary
Equipment
Triple/S Dynamics Inc.
A major manufacturer of baked goods needed to upgrade its existing packaging system to accommodate the production rollout of a new cracker line. During short production runs of the new crackers for test market purposes, the company discovered leakage issues because the new crackers were thinner than their other products and could slip through the drop gates of their existing vibratory distribution conveyors. The company also needed to install a new packaging line to accommodate the new cracker product and approached Triple/S Dynamics for help in developing a new equipment layout to address the leakage issues and integrate the new packaging line.
Triple/S Dynamics developed layout concepts and submitted proposals with options ranging from complete replacement of the existing packaging system to a partial replacement, which included re-utilizing a number of existing Slipstick horizontal motion conveyors. In order to keep the project under the approved budget, the company opted to modify a number of its existing Slipstick conveyors and add some new conveyors. This option also allowed the company to phase in the modified and new equipment rather than shutting down the entire packaging system for several weeks.
The existing packaging system had eight Slipsticks, four of which had been in operation since 1997 without operation issues. Modifications to the current Slipsticks were:
- Adding slide gates, product dams and increased pan length.
- The end mounted drives were relocated to the under mount position.
- Three of the four Slipsticks were relocated.
These modifications also allowed for cost containment. One existing Slipstick was reused without modification.

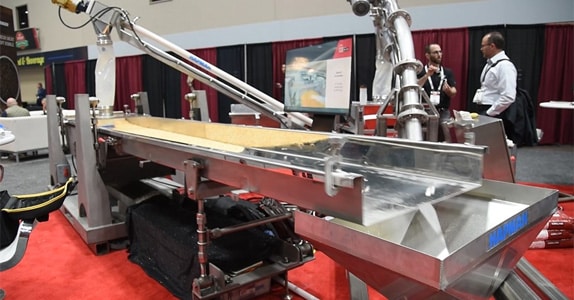
Modified Slipstick conveyors combined with several new conveyors enable a baked goods manufacturer to phase in modified and new equipment rather than shutting down their packaging system for several weeks. Images courtesy of Triple/S Dynamics.
The simple, one-piece formed trough design of the Slipstick conveyor pan with suspension rod hangers spaced on 15 ft centers helps to make field modifications like those above much easier than other conveyors equipped with base frames and closely spaced support springs. The length of Slipstick conveyor pans can be easily changed by adding or removing sections of formed trough.
Even though some of the Slipstick drives had been in operation since 1997, no drive replacement parts were required for this modification. The simple, robust design of the Slipstick drive provides years of trouble free service with periodic lubrication being the only routine maintenance requirement.
Triple/S Dynamics provided field modification drawings and pan splice kits with alignment fixtures to assist the customer’s millwrights with the field installation of these pan modifications. Field installation of gates of various designs can be accomplished by splicing in a new pan section with a factory installed gate. The gate components can be shipped loose for field installation in the existing conveyor pan which was the case for this project. Again, Triple/S Dynamics supplied an installation drawing and a template to assist the millwrights to cut the correct size gate opening in the pan bottom and locate the mounting hardware for the gates. Triple/S Dynamics has a staff of field service technicians available to assist the customer’s millwrights with field modifications and equipment start-ups.
Even though some of the Slipstick drives had been in operation since 1997, no drive replacement parts were required for this modification. The simple, robust design of the Slipstick drive provides years of trouble free service with periodic lubrication being the only routine maintenance requirement. Typically, a Slipstick drive will run for over 20 years before a rebuild is required.
The Slipstick drive can typically handle modifications to the original conveyor design without any changes; however, if needed, the drive weight stack can easily be increased in size. The long run investment in a larger heavy-duty horizontal motion conveyor outweighs those for a lighter-weight horizontal motion conveyor with a smaller drive size. Smaller drive sizes would not have been capable of handling the pan length increases required for this application and the purchasing of a new drive or a complete new conveyor would have been necessary.

The length of Slipstick conveyor pans can be easily changed by adding or removing sections of formed trough.
The project was done under budget. The cost to modify the existing conveyors was significantly cheaper than buying new conveyors and allowed the project to proceed with the approved funding. The customer saved money and was able to complete the project within their approved budget and without a long term shutdown of their existing packaging system. It also helped them to reduce the amount of used equipment in their inventory.