?>
Dry Separation Method
“Separating bulk solids via air classification, screening or gravity separation is ubiquitous in many industries — an understanding of these processes is crucial to solids-handling engineers”
The chemical process industries (CPI) have many applications that require classifying or separating solid materials. Examples of separation or classification processes include those operations that attempt to isolate specific material fractions according to particle size, scalp off the coarse fraction of a material stream, de-dust the fine fraction of a material stream or remove the contamination from a material stream. For instance, dry separation is required in recycling processes for heavy metals, depicted in Figure 1. Dry separation methods can basically be broken down into three main types of mechanical separation procedures: air classification, screening and specific-gravity separation.

The chemical process industries (CPI) have many applications that require classifying or separating solid materials. Examples of separation or classification processes include those operations that attempt to isolate specific material fractions according to particle size, scalp off the coarse fraction of a material stream, de-dust the fine fraction of a material stream or remove the contamination from a material stream. For instance, dry separation is required in recycling processes for heavy metals, depicted in Figure 1. Dry separation methods can basically be broken down into three main types of mechanical separation procedures: air classification, screening and specific-gravity separation.
Air Classification
The development of air-classification equipment, like most processing equipment, is an ongoing process. As such, newly introduced equipment has been designed to offer better classification efficiency with the ability to produce increasingly fine products. Rising demand for finer products and more closely controlled particle-size distributions are the driving forces behind the development of high-efficiency, centrifugal-type air classifiers. In recent history, almost all design improvements have been the result of an increased understanding of aerodynamic principles, as well as particles’ behavior in an air-stream when subjected to various forces. Other areas of concern for classifier improvements involve achieving greater classification efficiency while delivering higher capacities and finer products. These improvements result in greater control over the classification process, because improved designs tend to be more sensitive to changes in process parameters, such as rotor speed, air flow-rate and particularly feed-rate.
Despite the complexity of air classification equipment, all air classifiers operate under the same basic laws of physics. There is an established balance of forces — gravitational, centrifugal and drag forces are integral to air-classification processes. It is difficult to precisely evaluate the interaction of all the forces within the classifier and their effect on the particles. However, centrifugal force (Fc) and drag force (Fw) are the two main opposing forces under which particles are subjected. Expressions for centrifugal and drag forces are given in Equations (1) and (2), respectively.
In general, the centrifugal forces within the air classifier are typically imparted by a high-speed rejecter rotor, also known as a classifier wheel. The particles that are introduced into the classifier are accelerated by the classifier’s mechanically driven rotor. The rotor allows for very high air and particle acceleration, resulting in high centrifugal forces. The ability to disperse the particles through centrifugal spin is of the utmost importance in achieving efficient air classification. The coarse particles are affected by centrifugal forces and move in the outward direction. As they move toward the outer edge of the vortex, their peripheral velocity will decrease and gravity will overcome the centrifugal and drag forces, dropping the coarse particles out of the air-stream. The addition of air from an external fan assists in the dispersion and suspension of particles. The drag force of the air-stream has a greater effect on fine particles, because of their lower mass. In this case, the drag force is greater than the centrifugal force on the particle. Thus, the fine particles are swept out of the classifying zone by the air-stream, where they are held in suspension around the rotor. The air-stream is used to wash the fine particles out of the material stream and carry them to the classifier wheel, where they pass through the rotor and are discharged as fines. The air introduced from the external fan must be balanced with the solids loading to achieve the optimum air-to-solids ratio.
These two process variables, air and solids loading, will be different for each material, depending on the material’s specific gravity, particle shape and surface area. Once determined, control over a product’s particle size is achieved by controlling the speed of the classifier rotor. The cut point can be precisely controlled by increasing or decreasing the rotational speed of the rotor. Typical applications for this type of air classifier include: making size separations in the range of 5–45 μm (325 mesh); de-dusting of very fine particles; and generating narrow size distributions. The air classifier will classify the particles by surface area primarily; density classification is secondary. In general, the classifier will produce a more efficient separation when there is an overall broad distribution of particles in the raw feed. When the raw feed has a very narrow particle-size distribution, it becomes difficult for the classifier to differentiate between near-size fines and near-size coarse particles.
Screening Equipment
Like air classification, screening or sieving involves the separation of dry granular solids according to particle size. Screening equipment is used in almost every process that handles dry particulate matter. Screening requires relative motion between the sieve and the particle mass. In a few specialized cases, the sieve is stationary, but in most commercial screening applications, the particle mass flows over a sieve, wherein some type of motion is mechanically applied. The motion is intended to enhance both the flow-rate and the passage of undersized particles through the sieve. When vibration is applied to a screen where there is a static bed of material present, a phenomenon called “trickle stratification” occurs, causing the particles to stratify into layers with finer particles at the bottom to coarser particles at the top. The intensity of the vibration affects the number of times a particle comes into contact with the screen surface. The more opportunities a particle has to come into contact with the screen opening, the greater the probability of passage through the screen. There are different types of motion that can be applied, depending on the design of the screening machine, and each has unique characteristics. Generally, vibratory screening machines are typically divided into six basic categories, as detailed in the following section.
Gyratory Screen
The gyratory screen is a precision screener that typically has an operating speed of around 285 revolutions per minute (rpm) and a horizontal circular stroke of 2.5 in. This type of screener serves a broad range of industries and is available with multiple screen decks with a range of surface openings from 1 in. to 50 mesh.
Straight-Line Reciprocating Screen
The straight-line reciprocating screen is a high-capacity precision screen that normally has operating parameters of 475 rpm with a 1-in. stroke, zero pitch and a slope of 6 deg. This type of screener also serves many industries, as it provides up to 800 ft2 of deck surface with a range of surface openings from 1 in. to 40 mesh.
High-Speed Inclined Vibrating Screen
The inclined vibrating screen is a high-speed screen with a typical operating speed of 1,200 rpm with ¼-in. vertical circular stroke. This type of screener is often used in coal preparation and aggregates, with deck surfaces ranging in size from 6 in. to 10 mesh.
High-Speed Horizontal Vibrating Screen
The horizontal vibrating screen is another type of high-speed screen that typically has operating parameters of 850 rpm with a ½-in. stroke and a 45-deg attack angle. The horizontal vibrating screen is used in the same type of applications as the inclined vibrating screen. Deck surface openings range in size from 3 in. to 10 mesh.
High-Frequency Screen
High frequency-screens usually employ vibration that is transmitted to the screen at an operating speed of 3,000 rpm. Additionally, a burst cycle, reaching 4,500 rpm, is provided to control screen blinding. This type of screen is used for fine-mesh screening, with deck sizes ranging from 3/16 in. to 325 mesh.
Circular Screen
Circular screens, sometimes referred to as sifters, are single or multi-deck screeners with diameters that range from 18–72 in. Deck surface openings range from ¼ in. to 325 mesh.
Specific Gravity Separation

While most engineers in industries that process dry materials know what a gravity separator (Figure 2) does, its work is difficult to define with precision. The statement “a separator classifies dry, free-flowing, granular mixtures by weight or bulk density or specific gravity” is accurate. But a more precise definition would add the qualification “if all the particles in the mixture are the same size and shape.” With equal accuracy, the statement could be turned upside down to read, “if all the particles are the same shape and specific gravity, the separator will classify them according to size.” Unfortunately, all of the particles in any given mixture are never exactly alike in size or shape. One way to more clearly understand the specific gravity theory is to understand the particle’s terminal velocity (Vt), which is defined in Equation (3), in terms of mass (m), gravity (g) and density (ρ). Frontal area (Af) is the size and coefficient of drag (Cd) relates to the shape and surface texture of a given particle.
The terminal velocity of particles has historically been an extremely important topic — one could look back to Galileo dropping two rocks (one heavy and one lighter) from a tower or to Newton’s confirmation of the theory of gravity to arrive at the beginning of evaluations of a particle’s terminal velocity. What Galileo had intended to demonstrate was that the attraction of gravity acts equally on all bodies, regardless of size or weight. This being true, they should, neglecting air resistance, accelerate at the same rate and thus travel equal distance in the same time.
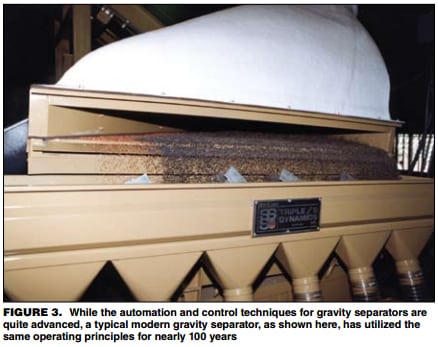
Had Galileo employed in his experiment smaller weights, say rock fragments 1/4 and 1/16 in. in diameter, he would have found air resistance hard to neglect. It is this resistance in any fluid, whether liquid or gas, to motion of a solid body, that makes gravity separation possible. Figure 3 shows the clear separation of solid components in a gravity separator, as metal pellets move through the machine via gravity flow. Gravity alone, with equal intensity on all bodies regardless of size or weight, would be of no use unless there were some other resisting force, sensitive to size and weight, to balance it. And taken further to understand how a gravity separator works, the stratification upon which the separation largely depends, occurs according to the terminal velocity in air of the particles composing the mixture. Particles with higher terminal velocities are “heavies” and those with lower values are “lights.”
Dry separation equipment first appeared over a century ago when the fluidized-bed separator, then called the specific gravity separator, was invented by Edwin Steele and Henry Sutton [1]. Constructed of wood, early gravity separators were originally developed to concentrate gold and other metallic ores without using water. By 1919, when a patent application for the technology was submitted, this new separator had found its way into many other dry materials markets, including field seeds, peanuts, peas, beans, corn, beach sands, coal, cork, chemicals and many other bulk solids.
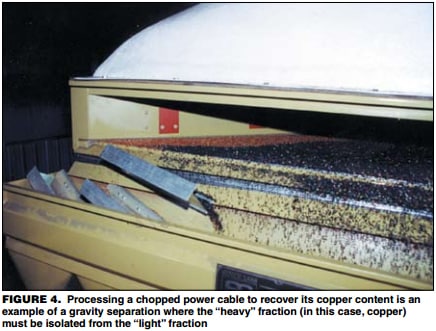
The gravity separator (also known as fluidized-bed separator, air table or density separator) makes a highly sensitive dry separation on the basis of one of three particle characteristics: density, size or shape. When two of these characteristics are controlled within certain limits, the gravity separator is unmatched in its ability to separate a complex mixture into a continuous gradation across the range of differentiating characteristics (light to heavy, fine to coarse, or platy to granular), while permitting the isolation of many intermediate fractions between the two extremes. The ability to produce intermediate or “middling” fractions distinguishes these machines from other kinds of dry separation equipment. This property and this property alone, permits the development of high-purity concentrations without loss of efficiency in recovery. For example, when processing copper wire, a gravity separator will divide insulation materials into copper, insulation and copper-containing insulation, so the latter can be reduced further before being brought back to the gravity separator, as seen in Figure 4.
In addition to material density, the relative size and shape of each component of the mixture also bear on the efficiency of the separation. Wide variations in these material characteristics can dramatically affect the separation results. Where a wide range of particle sizes is present, screening may be required to segregate materials into manageable size ranges prior to gravity separation. Where significant variations in shape are found to be detrimental to separation efficiency, size reduction may be added to the process to reduce the range of variation. These factors become more important as the densities of the materials to be separated become closer.
In operation, the material is fed onto the narrow side of a flat porous deck, sloped in two directions and vibrated with a straight-line reciprocating motion. Low-pressure air, blown upward through the deck, fluidizes and stratifies the material according to differences in the terminal velocity of the particles. Heavy particles sink to the bottom of the stratified bed and are conveyed upward toward the high or “heavy” side by the deck’s vibration. Light particles, lifted by the fluidizing air, flow downslope toward the light-end discharge. Particles with intermediate characteristics form a mixture between the light and heavy fractions and may be drawn off for retreatment. Affected by both the vibration and airflow, the material bed thins as the deck broadens toward the discharge face. Here, the material is arrayed from heaviest to lightest in a thin layer than can be precisely and easily divided into multiple fractions. Adjustable cutting fingers, positioned to make the final selection between separated fractions, direct each fraction to a separate discharge spout.
Gravity separators are generally available in two basic designs: rectangular-deck models and the more common trapezoidal-deck models. Rectangular-deck separators are recommended strictly for light-end separations where the objective is to separate a clean, light tailing from a larger amount of heavy material, like removing trash or sticks from grains or seeds. Conversely, trapezoidal-deck separators are recommended for heavy-end separations, requiring the removal of a relatively small amount of heavy material, such as removing small rocks in a material stream.
Today, some manufacturers offer both the original pressure-style gravity separator and the vacuum version, which instead of blowing air up through the unit, uses a vacuum to suck the air down across the face of the deck. A pressure-style gravity separator can be tuned for a more precise air distribution or separation than the vacuum style. And while the pressure-style machine has fewer seal points that require maintenance, the vacuum style of gravity separator is more sanitary and easier to clean. The vacuum style runs considerably quieter at the operator’s station and requires only one blower on dusty material. While technology has made the controls aspect of the specific gravity separator simpler, fundamentally, the operation is the same as it was at the turn of the century. Going forward, gravity separators, as well as air classifiers and screening equipment will continue to be crucial to any industrial application that must handle dry bulk-solid materials.
-Chemical Engineering, August 2014